Aluminum Boat Gunnel Extrusions
Aluminum boat gunnel extrusions are structural edge profiles fitted along the upper hull line. They stiffen the side shell, protect the top edge, support accessories, and improve finishing quality. For fabricators, the biggest concern is usually not shape alone. It is corrosion resistance after welding and service in saltwater.
This article focuses on that concern with practical selection steps, comparison tables, and compliance notes relevant to commercial boatbuilders, repair yards, and marine metal distributors.
Core Role
A gunnel extrusion typically serves four jobs at once:
Reinforce the hull edge
Provide a clean joining surface for deck or cap parts
Protect the side from impact and abrasion
Create channels for wiring, rub rails, or fittings
In workboats, patrol craft, fishing boats, and pontoons, a poorly chosen rail profile can lead to distortion, galvanic issues, or cracking near welded corners. That is why section design and alloy choice should be evaluated together.
Main Alloys
The most common extrusion alloys for marine edge profiles are 6061 and 6063. In some structures, designers also pair these with 5083 or 5086 plate in the hull.
Alloy Table
| Alloy | Typical Use in Boat Rail Sections | Strength Level | Corrosion Resistance | Weldability | Notes |
|---|---|---|---|---|---|
| 6063 | Decorative and medium-duty profiles | Moderate | Good | Good | Better surface finish, easier complex shapes |
| 6061 | Structural rails and heavy-duty members | Higher than 6063 | Good | Good | Widely used where strength matters |
| 5083 | Usually plate rather than complex extrusions | High | Excellent in seawater | Excellent | Common for hull plating under ASTM B928 |
| 5086 | Structural marine plate applications | High | Excellent | Excellent | Frequently specified for welded hull structures |
For many edge profiles, 6061-T6 or 6063-T5/T6 are common starting points. However, welding reduces strength in the heat-affected zone. Designers should account for post-weld property loss instead of relying only on temper data from mill certificates.
Corrosion Risk
The top concern in marine service is long-term corrosion performance after fabrication.
What causes problems
Contact between aluminum and stainless fasteners without isolation
Saltwater trapped in closed channels
Weld contamination and poor cleaning
Copper-bearing hardware nearby
Incompatible sealants or wet insulation
Control Checklist
Specify marine-suitable alloy and temper
Add drain paths to hollow rail sections
Separate dissimilar metals with sleeves, washers, or sealants
Use approved marine-grade filler wire, often 5356 for many marine aluminum weldments
Remove weld soot and restore surface cleanliness after fabrication
Avoid sharp internal corners that trap moisture
The American Boat and Yacht Council, or ABYC, publishes widely used safety standards for boat construction and systems. For builders supplying regulated markets, ABYC-aligned fabrication practice is often requested together with traceable material records. Classification societies such as DNV also publish rules for aluminum vessel structures used in commercial craft.
Section Choice
Profile geometry matters as much as alloy.
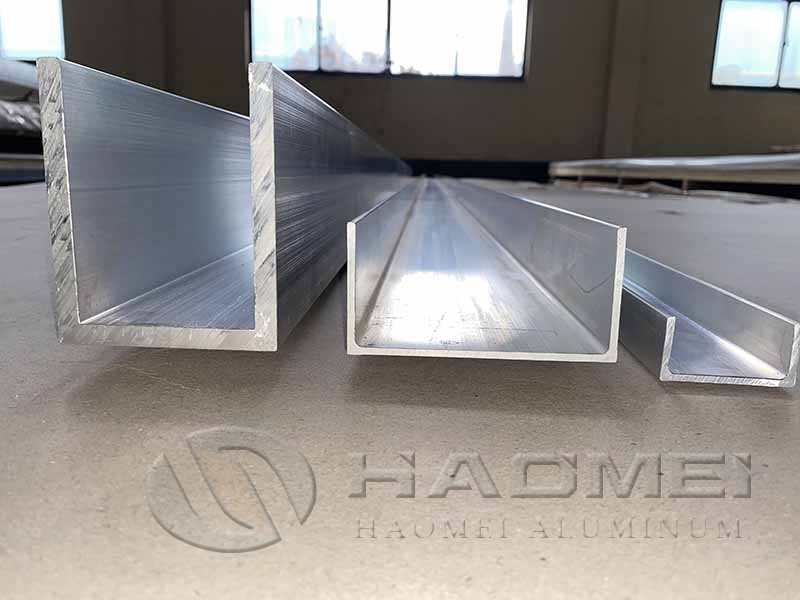
Common section types
| Section Type | Best For | Advantage | Watchpoint |
|---|---|---|---|
| U-channel gunnel | Edge capping | Simple, cost-effective | Water retention if not drained |
| T-top rail | Deck-to-side reinforcement | Good stiffness transfer | Weld fit-up accuracy |
| Hollow multi-cavity | Premium finish and cable routing | Light weight with function integration | More complex tooling |
| Rub-rail integrated profile | Workboats and fishing boats | Fewer parts, faster assembly | Impact zone thickness must be adequate |
When requesting custom profiles, send:
Cross-section drawing with tolerances
Alloy and temper target
Required straightness and cut length
Weld locations
Surface finish requirement
Annual volume estimate
If the project also involves related Aluminum Boat Extrusions, keeping one supplier for rail, cap, and support sections often reduces fit-up variation.
Size Checks
For incoming inspection, use a short checklist instead of visual review alone.
Inspection Checklist
Verify alloy and temper on MTC or equivalent mill documentation
Check wall thickness against drawing
Measure twist, bow, and straightness
Inspect corner radii and groove depth
Confirm cut-end squareness
Review surface for die lines, pits, dents, and contamination
Confirm packing method to avoid transit scratches
For dimensional tolerances on aluminum extruded bars, rods, wire, profiles, and tubes, purchasers often reference ASTM B221/B221M. For chemical composition limits, ASTM alloy specifications should match the selected grade. Marine hull plate is often specified to ASTM B928/B928M when applicable.
Welding Match
A strong rail can still fail if filler metal and joint design are wrong.
Practical pairing
| Base Extrusion | Common Marine Filler | Reason |
|---|---|---|
| 6061 | ER5356 | Good marine corrosion performance and strength balance |
| 6063 | ER5356 | Common for marine service and anodized appearance considerations |
| 5xxx hull to 6xxx rail | ER5356 in many applications | Widely used for seawater service |
Filler selection should still be confirmed against the exact joint, service temperature, and post-fabrication requirements. For rail assemblies welded to hull structures, distortion control is also critical. Sequenced tack welding and balanced heat input help maintain cap alignment.
Projects needing matching marine alumium profile for coamings, supports, and deck edge parts should standardize alloy families early to simplify welding procedures and inventory.
Cost Factors
Price varies by region, alloy, die complexity, temper, finish, and order size. Instead of fixed market numbers that change weekly, most suppliers quote based on these drivers:
| Cost Driver | Effect on Price |
|---|---|
| Higher alloying and stricter marine certs | Usually increases cost |
| Complex hollow die sections | Higher tooling and production cost |
| Tight tolerance requests | Higher inspection and rejection risk |
| Small runs | Higher unit cost due to setup allocation |
| Machining, drilling, bending, anodizing | Adds secondary processing cost |
| Export packaging and traceability docs | Adds service cost |
For 2024-2025 sourcing, many fabricators are also tracking two trends:
Greater demand for integrated multifunction profiles that reduce welding hours
More requests for traceability, EN 10204 inspection documentation, and corrosion-focused QA for export marine projects
Ordering Steps
To reduce revision cycles, send suppliers this package first:
Section drawing in PDF and CAD format
Alloy, temper, and surface finish
Application: saltwater, freshwater, trailer boat, workboat, patrol boat
Welding method and filler wire plan
Mechanical property or certification requirement
Monthly or project quantity
Packaging and length restrictions for container loading
A well-prepared RFQ usually shortens sampling time and reduces die modification risk.